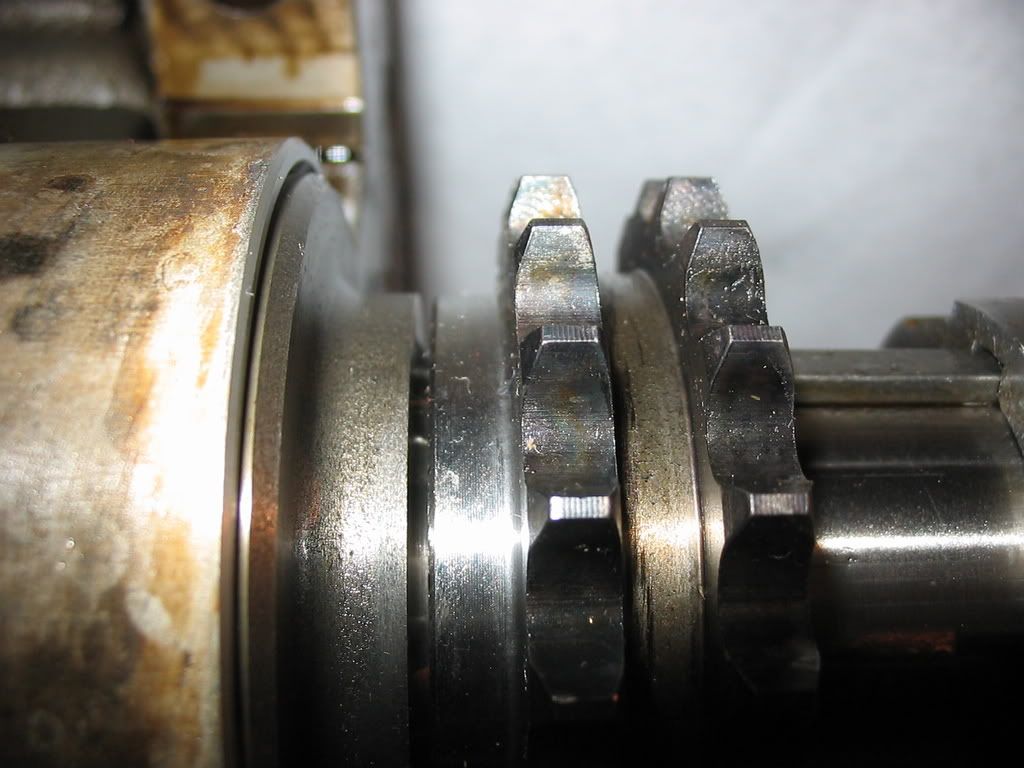
Yup, showed him a stock gear and said make this double look like that.
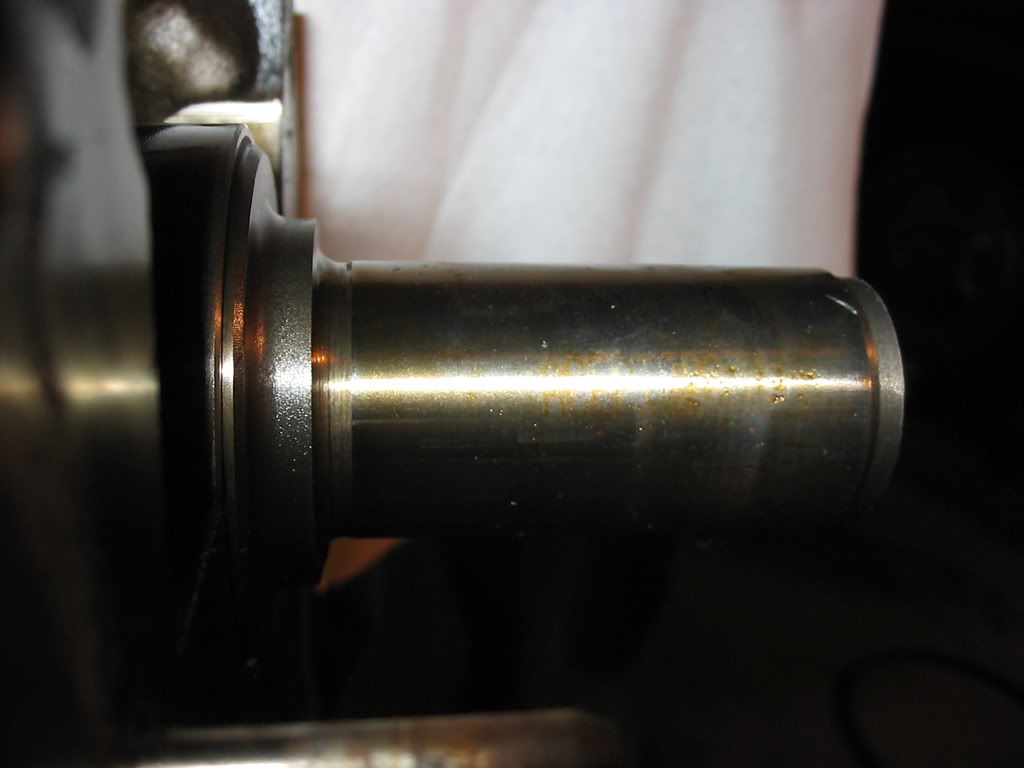
He measured, got the right angle, and asked, sure want to wait on it. Set up his lathe, and did it while I waited. Cool to watch this guy work, cause hes been doing it for so long, he tells me he can hold as tight of a tolerance as a CNC machine. Once done, he was .00001 with in the stock gears specks, and that was achieved with a hand fed lathe. I'm a believer. :th_thumbsup-wink:
As for the oil pump cover, I do the exact same thing, I write on it with a sharpie too telling them ".20" off this side only please".
I believe that once you machine the chamfer on the crank gear, you get back your space you need, so after all we may not have to run two gaskets...or machine the oil pump cover, but personally, I am not taking a chance, and will continue to run, and suggest running atleast a machined pump cover regardless with a double roller chain set up.
~F~






") :
:
