the flat face at the bottom of the crank gear recess (surface perpendicular to the crank centerline axis)must sit flush against the flat face of the crank (perpendicular to crank centerline)
between the snout fillet and the crank shoulder so that when the damper and bolt is installed and tightened all the flat faces of the assemblies are under direct contact and directing all loads straight into the strongest part of the crank...the shoulder face.
this also ensures that the stack height is the same as OEm so the damper and its belt grooves are where they are supposed to be.
unmodified the crank gear sits on the fillet, in which case the crank snout can flex as the flats aren't touching and its only touching at the smallest dia of the crank shoulder but because it doesn't sit flush and instead sticfks out ~0.015ish then it seems to mostly line up with the cam gear which is usually machined down at leas 0.020-030 when the crank gear is properly machined and sitting flush.
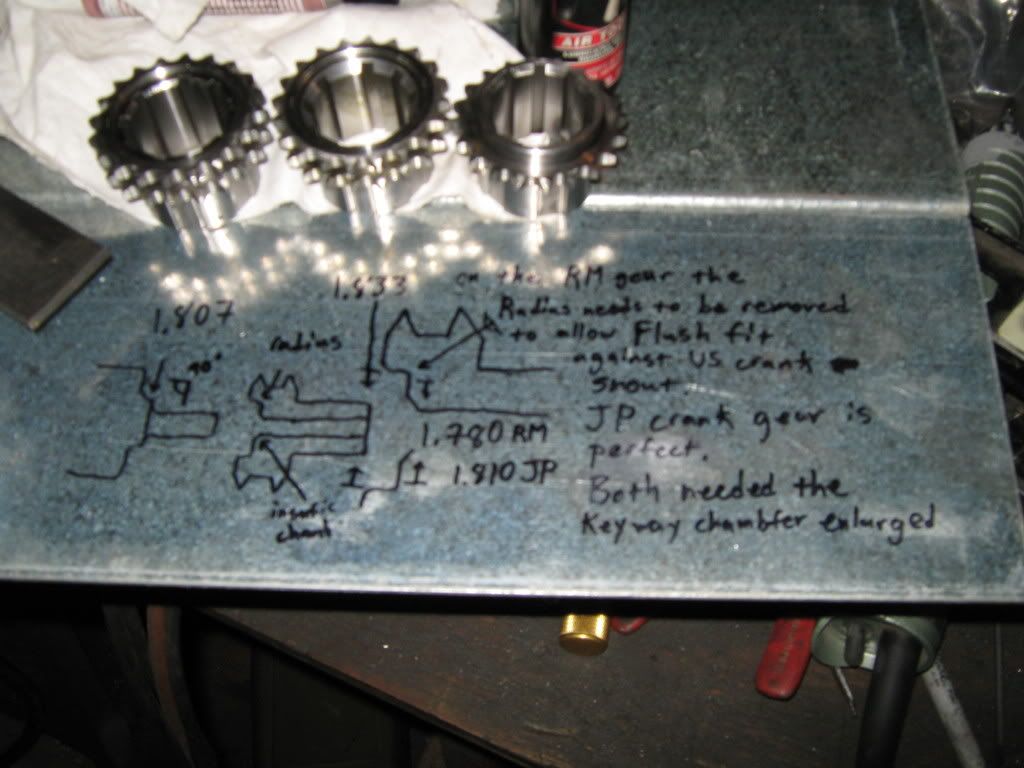
I have measurements in a pic in the Cgp thread that one of these days I hope gets copied here...lord knows I don't have the time to condense all my posts lol
make sure you spend your time on the ****ter with a needle file to remove all the burrs off the cam and crank sprocket teeth from the hobbing process. makes installing the gearset much easier along with the crocus clothing of the ID of the crank sprocket due to the deformation of the 9 keyways getting broached.
I love these damned ancient buick v6's too much...a lot of our issues are direct decendants of the early buicks issues just in slightly different forms lol
if you machine the chamfer to OEm and do not square off the tool nose radius of the pocket and open it up to the shoulder DIA and you install it your crank shoulders sharp edge will dig into the radius and youll still be a few tenths away from flush. though you can fix that with about 10-30 minutes with a file (to try to help keep you from flinging metal filings everywhere like a powered grinder would)